Laser & Punching
The next generation of punch/laser technology, the EML-NT, combines the high punching speed and forming flexibility of the innovative Electric Motor (EM) turret punch press with the unlimited shape cutting capabilities of a laser. This results in a machine that requires minimum setups and affords extremely quick turnarounds, making it ideal for the high production of short-run sheet metal parts, particularly those that incorporate forming or have many holes.




Laser Cutting
Laser cutting machines can accurately produce complex exterior contours. The laser beam is typically 0.2 mm (0.008 in) diameter at the cutting surface.
The CNC process can produce internal and features external complex features easily. Laser cutting takes direct input in the form of electronic data from a CAD drawing to produce flat form parts of great complexity.
Materials & Thicknesses:
Galvanized Sheets
Nitrogen / Oxygen cut
0.5 – 3 mm
Nitrogen / Oxygen cut
Nitrogen / Oxygen cut / Air cut




Punching
Punching offers flexible manufacturing runs without high capital expenditure dies and stamping presses. High volumes are not required to justify the use of this equipment.
The process is very flexible in being able to produce many different configurations of parts due to the modular nature of the tooling employed. New technologies and our wide range of tooling allow most complex part configurations to be produced in the most economical way possible.
- Punching Machine, type AMADA VIPROS
- 22 ton press capacity
- 2500 x 1250 mm maximum sheet size (with one reposition)
- 3 mm Maximum Material Thickness (Mild Steel)
- 2 mm Maximum Material Thickness (Stainless Steel)
- 3228 IPM Positioning Speed
- ±0.5 Punching Accuracy
- Punching Machine, type AMADA
- 30 ton press capacity
- 2500 x 1500 mm maximum sheet size (no reposition)
- 3000 x 1500 mm maximum sheet size (with one reposition)
- 3 mm Maximum Material Thickness (Mild Steel)
- 3 mm Maximum Material Thickness (Stainless Steel)
- 500 HPM on 1″ center – world’s highest hit rate!
- Higher positioning speed improves productivity
- Brush table design provides scratch-free processing, eliminating secondary finishing



Pressing, Notching & Rolling
Our insertion machines using innovative fastener insertion technology allow us the use of all types and sizes of self clinching fasteners. These machines Create Hardware Insertion Profit Centers by optimizing labour, improving quality, and increasing productivity through the use of technology.
The use of this technology ensures more reliability in the Stud and Bush design and our variety assortment of tooling enables us to provide a great deal of flexibility. A further add-on to this department of a Corner Notcher and Rolling machines gives us more possibilities to adapt to various applications.



Bending and Forming Services
The second phase of our production process, is our Bending and Forming area. Hitech-Gregfor has 6 Amada Press-Brakes, increasing turn-around time and production efficiency. Please browse through the pages in the drop down menu under the Bending and Forming Services section for more information.
Bending
Bending is a process by which metal can be deformed by plastically deforming the material and changing its shape. The material is stressed beyond the yield strength but below the ultimate tensile strength.
Our substantial amount of tooling and a 220 ton press strength allows us to bend almost every possible combination requested.
Bending Machine
- 88-ton capacity
- 2500 mm maximum bend length
- 2200 mm distance between frames
- 500 mm open height
- 200 mm stroke
- CNC Controlled (Windows 2000 based, touch screen control provides for transfer of tool setup data, bend sequences, and 3D simulation between control and network server
Bending Machine
- 220-ton capacity
- 4000 mm maximum bend length
- 3760 mm distance between frames
- 470 mm open height
- 300 mm stroke
- CNC Controlled
Bending Machine
- 100-ton capacity
- 3000 mm maximum bend length
- 2700 mm distance between frames
- 200 mm open height
- 100 mm stroke
- CNC Controlled



Tube Bending
A pipe and tube bender is a machine which bends tube, pipe and solid metals Pipe bending machines are typically pneumatic powered, hydraulic assisted, hydraulic motor driven, or electric servo motor. In the pipe bending operation the tube may be supported internally or externally to preserve the cross section of the pipe. In operations where there is flexibility in the shape of the pipe, the pipe does not need to be supported, however there will be some deformation in the cross section of the pipe.
Our range of machines are CSM of which one is a CNC and the other is NC, their details are as follows:
- CNC 38 TMRE-P
- Maximum 38mm diameter.
- Available tools: 25.4mm diameter/50.8R, 63.5R, 88.9R including rolling and 32mm diameter/150R.
- NC A89NC B
- Maximum 89mm diameter.
- Available tools: 50.8mm diameter/150R, 32mm square/112R, 50mm square/152R, 50x75mm rectangular/152R.
Any tools not in stock can be purchased/manufactured according to customers requirements.



Machining Services
In the Machining area of our production process, we take care of all the Turning, Milling and Bush & Stud Inserting requirements.
We have a traditional lathe, 3 CNC Turning and Machining centres, and various other conventional machines. To view the various services we offer, please browse through the pages in the drop down menu under Machining Services.
Milling
The milling process is a machine tool that rotates a circular tool with numerous cutting edges arranged symmetrically about its axis, called a milling cutter. The metal work piece is usually held in a vice clamped to a table that can move in three perpendicular directions. Cutters of many shapes and sizes are available for a wide variety of milling operations. Milling machines cut flat surfaces, grooves, shoulders, inclined surfaces, dovetails, and T-slots. Various form-tooth cutters are used for cutting concave forms and convex grooves, for rounding corners, and for cutting gear teeth.
We have various conventional as well as 3 CNC machining centres with combined maximum working dimensions as follows, X-1020mm, Y-550mm and Z-540mm.

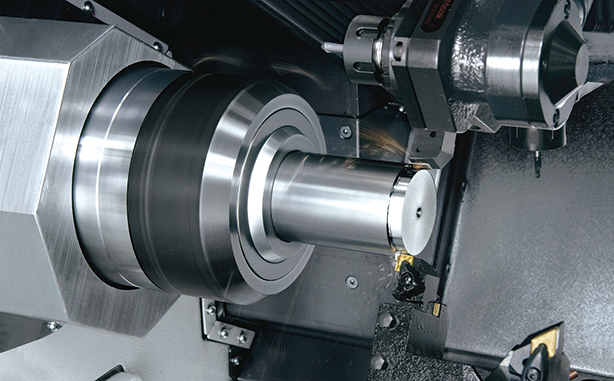
Turning
Turning is the process whereby a centre lathe is used to produce “solids of revolution”. It can be done manually, in a traditional form of lathe, which frequently requires continuous supervision by the operator, or by using a computer controlled and automated lathe which does not. This type of machine tool is referred to as having computer numerical control, better known as CNC.
We have various conventional as well as 3 CNC Turning centres with combined maximum working dimensions as follows, 280mm diameter and 550mm long.
Stud & Bush Inserting
Fasteners for sheet metal provide deep tapped female threads(ARB’s, Minarb’s, and Self Clinching Stand off’s) or Self Clinching studs for use in conjunction with thin sheet metals. Once installed, they are permanently attached to the mating material, allowing the associated nut or bolt to be removed in service without the risk of the fastener becoming dislodged. Self-clinching fasteners are easily installed using traditional installation equipment, such as a Haeger Presses. Our factory is complimented by 2 off Haeger 618 Modular Autofeed Systems with 6 tons of ram force and a 457mm throat depth. We tackle the larger jobs with the Haeger 824 Plus with 8 tons of ram force and a 610mm throat depth.





Welding Services
Hitech-Gregfor’s Welding services include;
- 5 Spot-Welding Machines
- 10 MIG/TIG Welding Bays
- 10 Grinding Bays
- 1 Fanuc Robotic Welding Machine
For more information on the individual services, please view the pages in the drop down menu under the Welding Services section.
Welding
Our Welding Department consists of 10 welding bays equipped with MIG / TIG combination machines to achieve the best possible manual welding results in Mild and Stainless Steel. 5 Spot Welding machines and Stud Welding equipment add to all possible variations of permanent joining procedures.
Fanuc Welding Robot
- With Lincoln Electric Power Source ( Power Wave F355i)
- High motion speeds with great performance and productivity
- Integrated Servo Torch with wrist mounted wire feeder
- Mild or Stainless Steel applications
- Dual Table Setup for increased productivity




Grinding
Our grinding rooms are in excess of 100m2 and have over 10 workstations , they are split equally to avoid contamination between Mild and Stainless Steel. A fair amount of skill is required for this process as it is totally manual, various grit discs are used ranging from 36-180 depending on the product and desired finish.


Spot Welding
Resistance welding is one of the oldest of the electric welding processes in use by industry today. The weld is made by a combination of heat, pressure, and time. As the name resistance welding implies, it is the resistance of the material to be welded to current flow that causes a localized heating in the part. The pressure exerted by the tongs and electrode tips, through which the current flows, holds the parts to be welded in intimate contact before, during, and after the welding current time cycle. The required amount of time current flows in the joint is determined by material thickness and type, the amount of current flowing, and the cross-sectional area of the welding tip contact surfaces.



Finishing Services
Hitech-Gregfor offers Automated Powder Coating, Electro Plating, and Electro Marking as finishes to all our manufactured product.
Please view the various pages in the drop down menu under the Finishing Services section for more information.
Powder Coating
Powder Coating
Powder coating is by far the youngest of the surface finishing techniques in common use today. The basis of any good coating is preparation. The vast majority of powder coating failures can be traced to a lack of a suitable preparation. Our five stage cleaning process prepares the products on the most economical way. There after the powdered paint is electrostatically charged and sprayed onto the part and then placed in an oven. The powder particles melt and coalesce to form a continuous film.
Our range of stock colors creates a wide range of possibilities. The choice of colors and finishes is almost limitless and can be ordered on request. Our fully automated plants allows us a great deal of flexibility in the market.
Pickling & Passivation
Stainless steels rely on a very thin surface passive film for their corrosion resistance. It is vital to maintain and preserve the integrity of the passive film. When a Stainless is welded this passive film is damaged and the affected areas require repair by pickling & passivation which is achieved via a dip system. Once this process is complete a constant and sufficient availability of oxygen at the surface of the stainless steel must be achieved for best results.
Powder Coating Disclaimer
We have been running our in-house powder coating plants in excess of 15 years and during this period have gained valuable knowledge and experience with the procedure. The coverage and density of the powder especially on sharp edges has only become a real concern over the last couple of years due to the reduction and or removal of TGIC and Lead from the powder. These components have been reduced/removed due to government regulation worldwide as everyone’s goal is to go green and use more organic substances.
We believe it is our duty and responsibility to inform you our customers of the issues that can arise from choosing the incorrect material and or coating for the corrosion protection of your particular product. As a standard we apply a single coat of powder which is suitable for indoor use only and carries a 24 month warranty.
This warranty covers that the process of pre treatment and cure of powder coated products meets or exceeds the industry standard. Hitech warrants against cracking, peeling or excessive fading due to normal wear and tear, damage caused by mechanical abuse such as scratches, rough handling, installation or vandalism is not covered by this warranty.
For exterior, coastal or harsh environments alternatives must be investigated. Below please find some possible solutions:
• Apply a Zinc based undercoat and then a final coat.
• Zinc Plate products and then apply the final coat.
• Change the base material to a galvanised, 3CR12 or Stainless Steel.
Herewith please find some information with regards to common issues related with Powder Coating as well as the corrosion levels of the country.
Believe it or not the Highveld’s environment is just as corrosive as some coastal areas.
Powder coating is still one of the most cost effective coatings available as well as the most aesthetically pleasing, the key is knowing how corrosive the environment is and ensuring that the correct mix of components is applied.



Electro Chemical Cleaning / Marking
This process cleans and passivates instantly without the need to wait for pickling paste or gel to react and without leaving “haloes”. It cleans by means of an instantaneous electrolyte reaction with the chemical agent, the result is excellent quality cleaning and passivation of welds on Stainless Steel items which have been MIG or TIG welded.
The Marking System allows any logo or graphics to be instantaneously and permanently etched onto Stainless Steel with a maximum height of 70mm and any length.


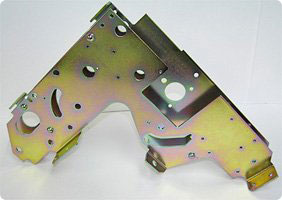
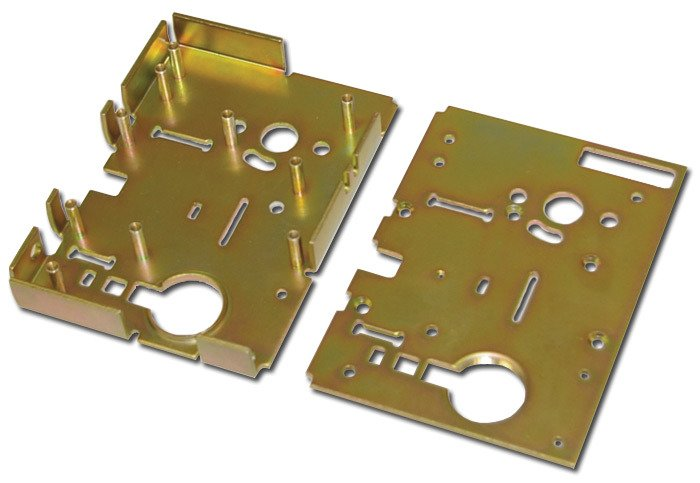
Electro Plating
One of the latest advancements of Hitech is an automated Electro Plating Plants. Electroplating involves the coating of an electrically conductive object with a layer of zinc using electrical current. Usually, the process is used to deposit an adherent surface layer of a metal having some desired property (e.g., abrasion and wear resistance, corrosion protection, lubricity, improvement of aesthetic qualities, etc.) onto a substrate lacking that property.
The product finishes are as follows:
- Yellow Passivated
- Blue Passivated
- Yellow Passivated with Superseal
- Blue Passivated with Superseal
- Plating with no Passivation – preparation for Powdercoating
{kind=link}